Applications polyvalentes et qualité supérieure du produit
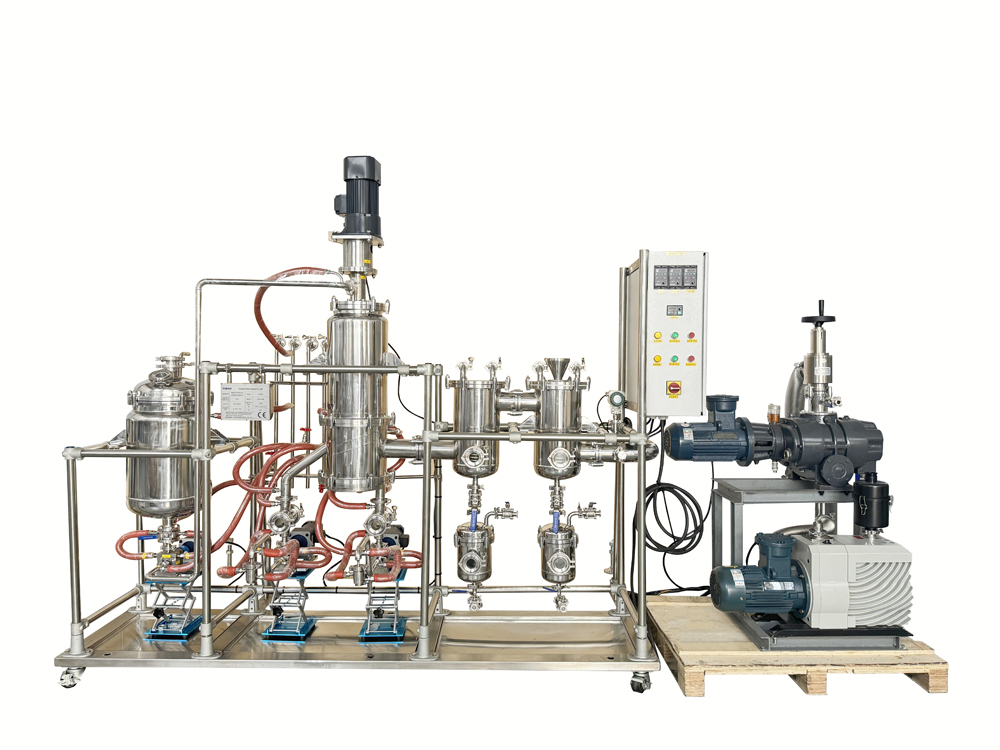
Le système d'évaporateur à film raclé démontre une polyvalence exceptionnelle dans de nombreux secteurs industriels, tout en assurant systématiquement une qualité supérieure des produits, dépassant celle obtenue par les méthodes de traitement conventionnelles. Cette technologie excelle dans les applications pharmaceutiques, où la concentration des principes actifs (API), la récupération des solvants et la purification exigent une manipulation douce et des normes de haute pureté. Le système traite les principes actifs pharmaceutiques sans dégradation, préservant l’intégrité moléculaire et l’efficacité thérapeutique tout au long des procédés de concentration et de purification. La fabrication chimique profite de la capacité du système d’évaporateur à film raclé à traiter des matériaux corrosifs, des polymères à haute viscosité et des produits chimiques spécialisés, qui constituent un défi pour les équipements traditionnels. Cette technologie permet la production de produits chimiques ultra-purs en éliminant les impuretés résiduelles et en atteignant des niveaux de concentration impossibles à réaliser avec d’autres méthodes. Les industries agroalimentaires utilisent ces systèmes pour produire des arômes concentrés, des extraits et des produits naturels, tout en conservant leur valeur nutritionnelle et leurs propriétés organoleptiques. Le système d’évaporateur à film raclé traite les concentrés de fruits, les produits laitiers et les extraits botaniques sans dommage thermique, préservant ainsi leur couleur, leur saveur et leur intégrité nutritionnelle. Les applications environnementales comprennent la récupération de solvants usés, le traitement de matières dangereuses et la valorisation des flux de déchets industriels, soutenant ainsi les initiatives d’économie circulaire et la conformité réglementaire. Le système atteint des taux de récupération supérieurs à 95 % pour de nombreux solvants, offrant des économies de coûts significatives ainsi que des avantages environnementaux. Les applications biotechnologiques englobent la concentration d’enzymes, le traitement des bouillons de fermentation et la production de biocarburants, où une manipulation douce préserve l’activité biologique. Le système d’évaporateur à film raclé accepte des matériaux sensibles au pH et maintient des conditions stériles lorsque cela est requis pour les applications pharmaceutiques et biotechnologiques. Les avantages en matière de qualité incluent des spécifications produit constantes, une variation minimale d’un lot à l’autre et la conformité aux normes réglementaires strictes, notamment celles de la FDA, de l’EMA et des bonnes pratiques de fabrication (BPF). Cette technologie permet le traitement de matériaux jusqu’alors jugés difficiles, voire impossibles à concentrer, élargissant ainsi les possibilités de développement et de fabrication de produits. Ses capacités de fonctionnement continu soutiennent la production à grande échelle tout en maintenant des standards de qualité artisanaux, comblant ainsi le fossé entre le développement en laboratoire et la fabrication commerciale. L’adaptabilité du système d’évaporateur à film raclé à des applications variées en fait un atout inestimable pour les entreprises recherchant des solutions de traitement flexibles et hautement qualitatives, capables de s’adapter aux évolutions des exigences du marché.