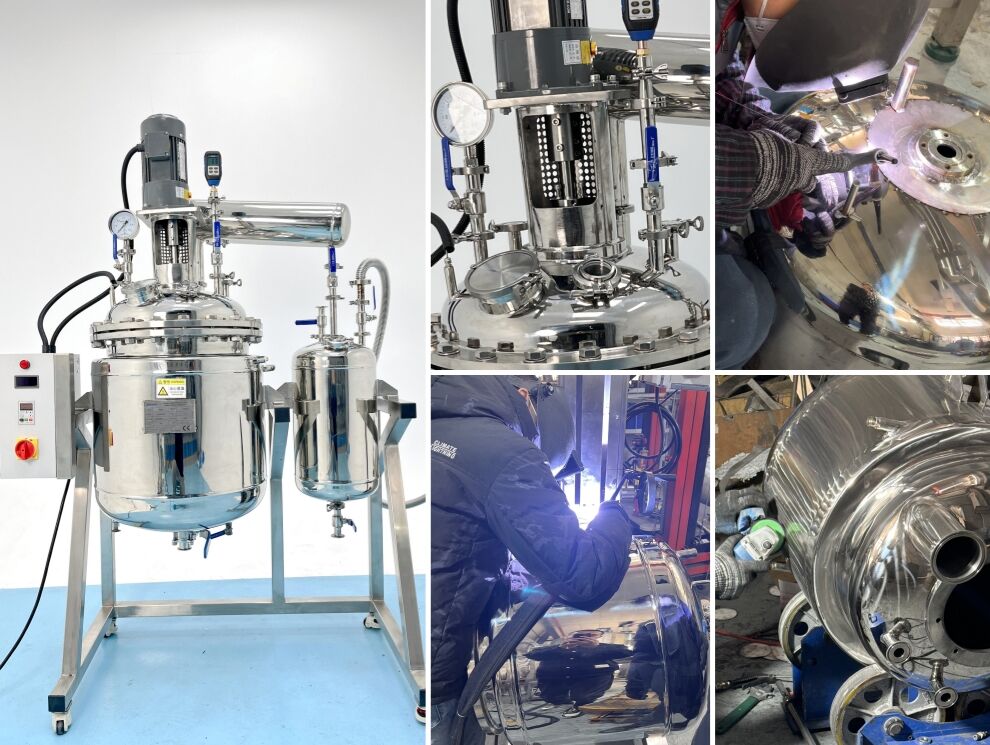
reactor de extracción química
Un reactor de extracción química representa una unidad industrial sofisticada diseñada para facilitar la separación y purificación de compuestos específicos a partir de mezclas complejas mediante metodologías avanzadas de extracción. Este equipo especializado constituye la piedra angular de numerosos procesos de fabricación en los sectores farmacéutico, petroquímico, de procesamiento de alimentos y de biotecnología. La función principal de un reactor de extracción química consiste en crear condiciones óptimas para las operaciones de transferencia de masa, en las que las sustancias objetivo se eliminan selectivamente de sus matrices originales mediante disolventes o medios de extracción adecuados. El diseño del reactor incorpora múltiples etapas de contacto entre el material de alimentación y el medio de extracción, garantizando así una eficiencia máxima en la recuperación de los compuestos. Entre sus características tecnológicas clave figuran sistemas de control preciso de la temperatura, mecanismos de mezcla ajustables y cámaras de separación avanzadas que mantienen condiciones de proceso constantes durante todo el ciclo de extracción. El equipo suele fabricarse con materiales resistentes a la corrosión, como acero inoxidable o aleaciones especializadas, para soportar entornos químicos agresivos. Sistemas de monitorización avanzados supervisan continuamente parámetros tales como los niveles de pH, los gradientes de temperatura y los perfiles de concentración, con el fin de optimizar el rendimiento de la extracción. Los reactores modernos de extracción química integran sistemas de control automatizados que ajustan en tiempo real las variables operativas, asegurando una calidad constante del producto y maximizando las tasas de rendimiento. Su diseño versátil permite adaptarse a diversas técnicas de extracción, como la extracción líquido-líquido, la extracción sólido-líquido y la extracción con fluidos supercríticos, según los requisitos específicos de cada aplicación. Estos reactores encuentran amplias aplicaciones en la fabricación farmacéutica para la aislación de principios activos, en la producción de aceites esenciales en la industria cosmética, en la recuperación de metales en operaciones mineras y en procesos de purificación en la fabricación química. La naturaleza escalable de los diseños de los reactores de extracción química permite una transición sin interrupciones desde la investigación a escala de laboratorio hasta la implementación completa en producción, lo que los convierte en herramientas indispensables para el desarrollo de procesos y las operaciones de fabricación comercial en diversos sectores industriales.